Хелицал Меарбокес

Пластични екструдер Мењач
Пластични екструдер Мењач, произвођачи екструдера мењача, продаја мењача екструдера, поправак екструдера, поправка екструдера стерлинга, двоструки мењач екструдера
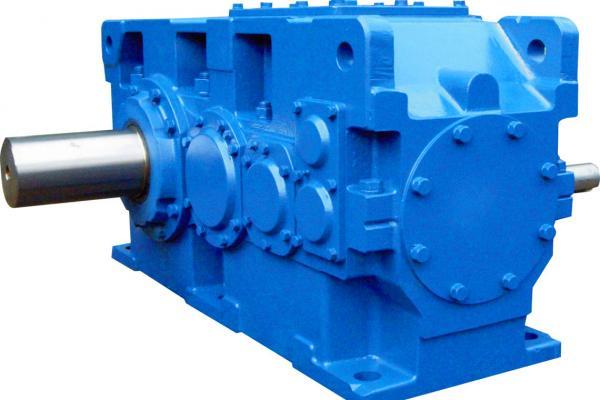
Мењач са тврдом површином серије ЗЛИЈ је високо прецизна компонента за пренос потиска седишта са тврдо назубљеним ременом дизајнирана за екструдер од пластичног вијка. Дизајн производа усваја техничке спецификације наведене у ЈБ / Т8853-2001. Садржи легирани челик високе чврстоће за делове зупчаника и вратила. Зупчаник се обрађује карбурацијом, каљењем и млевењем. Тачност зупчаника је ГБ10095-88.6. Тврдоћа површине зуба ХРЦ54-62. На предњем крају шупљег излазног вратила постављен је потисни лежај превелике величине који подноси радну аксијалну силу вијка. Главни стандардни делови као што су лежајеви и уљне заптивке направљени су од домаћих висококвалитетних производа, а могу се опремити и увозним производима према потребама корисника. Цела машина има карактеристике мале запремине, велике носивости, стабилног преноса, мале буке и високе ефикасности. Перформансе производа достигле су напредни међународни ниво.

Перформансе карактеристике:
Комбинација кутије и потисног лежаја спречава аксијалну силу, а инфрацрвени лежај је смештен у уљној комори мењача ради побољшања оперативне поузданости.
Мала подешавања се могу користити за подешавање удаљености од центра
Велика снага преноса, може издржати велики обртни момент и аксијалну силу
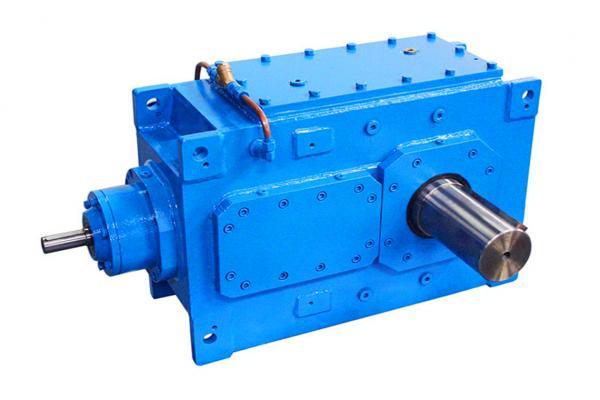
Специјални мењач за екструдер је преносна компонента са чврстом површином тврдог зуба са потисним седиштем дизајнирана у односу на стране сличне производе за екструдер од пластичног вијка. Дизајн производа прихвата техничке спецификације прописане у ЗБЈКСНУМКС-КСНУМКС. Његове карактеристике су да су зупчаници и делови осовине израђени од легуре челика високе чврстоће, који се обрађује карбуризацијом, гашењем и млевењем. Прецизност брзине је ГБКСНУМКС-КСНУМКС, ниво КСНУМКС. Тврдоћа површине зуба ХРЦКСНУМКС ~ КСНУМКС. Потисни лежај велике величине постављен је на предњем крају шупље улазне осовине како би поднио аксијални потисни вијак. Цела машина има предности мале запремине, велике носивости, стабилног преноса, мале буке и високе ефикасности.
Екструдер специјалне карактеристике мењача:
—— Модуларни дизајн, широк опсег преноса и фина и разумна дистрибуција;
—— Дизајн облика је погодан за свестрану универзалну конфигурацију инсталације;
—— Зупчаник је уземљен високо прецизном машином за млевење зупчаника са уравнотеженим мењачем, ниском буком и КСНУМКС% ефикасношћу између етапа;


Важни услови за екструзијску машину намењени за Мењач:
КСНУМКС. Брзина осовине велике брзине мењача није већа од КСНУМКСр / мин.
КСНУМКС, температура радне околине је КСНУМКС-КСНУМКСЦ. Када је распон температуре изнад прописаних, уређај за гријање или хлађење може се засебно припремити у складу са потребама корисника.


- увод
ЗЛИЈ пластични екструдер Мењач је врста високо прецизног крутог зупчастог склопа посебно дизајнираног за једноструки вијак екструдер од пластике / гуме. Узимање ЈБ / Т КСНУМКС-КСНУМКС Цилиндрични пластични екструдер Мењач као референца за дизајн, производи примењују легирани челик ниске емисије угљеника за зупчанике и вратило зупчаника, са зубним боком карбурираним, угашеним и уземљеним како би се постигла прецизност зупчаника на нивоу КСНУМКС (ГБ / Т КСНУМКС) и тврдоћа зубни бок ХРЦКСНУМКС ~ КСНУМКС. Огроман потисни лежај монтиран је на предњој страни излазне осовине како би потиснуо потисак из шрафа.
- Користите опсег
- Улазна ротација примарног покретача ће бити ≤ КСНУМКС о / мин.
- Периферна брзина зупчаника мора бити ≤ КСНУМКСм / с.
- Радна температура околине треба да буде унутар -КСНУМКС ℃ ~ КСНУМКС ℃. Подмажите уље за подмазивање изнад КСНУМКС ℃ или изаберите мазиво уље са ниском температуром када је температура околине испод КСНУМКС ℃.
Белешка:
- Ротација је доступна и напред и назад. Међутим, осовина велике брзине неких врста пластичног екструдера Мењач има једносмерну пумпу уља која се усмерава према дефаулту на излазно вратило које се окреће у смеру казаљке на сату.
ИИИ. Врсте преноса за пластику екструдера
Називне таблице производа: Када се испоручују, сви пластични мењачи екструдера пластике су причвршћени на плочицама са именима како би се одредили тип, способност, датум производње, фабрички број и друге карактеристике у сврху одржавања, које се не смеју насумично уклањати.
- Уградња и спајање редуктора екструдера пластике
- Увјерите се да је уградња темеља за пријеносник пластике екстремна, сигурна и стабилна. Пажљиво распоредите инсталацију у посебном радном окружењу. Када су сви сидрени вијци равномерно затегнути, осигурајте да се вијак уметнут у излазну осовину слободно и редовно окреће.
- Прикључак за надокнаду грешке превладава у односу на спајање пластичног мењача екструдера на главни покретач. Осигурајте концентричност прикључног дела аксијалне средње линије улазног вратила редуктора пластике екструдера. Проверите осовинско одступање и угаони помак, чија одступања морају бити унутар дозвољене вредности примењене спојнице.
- Проверите додатну радијалну издржљивост осовине пластичног мењача екструдера у складу са узорком производа под условом да се ременски точак, зупчаник и ланчани точак користе за унос и излаз погонске силе редуктора екструдера од пластике. На средњем делу улазне осовине, додатна радијална сила не сме бити већа од (Н), у којој је улазни тренутак пластичног редуктора екструдера (НМ).
- Након уградње, у резервоар за екструдер пластике убаците мазиво уље док не досегнете средишњу линију показивача уља при равномерној дистрибуцији.
- Спојите се и укључите систем за водено хлађење да бисте проверили да ли спојеви крваре или пуштају.
- Укључите напајање за привремено покретање редуктора екструдера пластике без оптерећења. Проверите да ли цевовод за подмазивање крвари или цури, делови и компоненте се отпуштају и јавља ли се бука. Мењач за екструдер пластике може се предати ако је све у реду.

Пажња:
◇ Пре инсталирања спојница, искључите и спречите (помоћу ознаке упозорења итд.) Поновно прикључење напајања на мотор.
◇ Ударање чекићем или другим сличним алатима није дозвољено приликом постављања спојница и малих зупчаника на крај осовине.
◇ Осигурајте исправну затезање каишева при постављању точкића.
◇ Не постављајте или деинсталирајте вијак силом у односу на излазни део.
◇ Заштитна хауба мора бити постављена на спољне ротирајуће делове преносника пластике екструдера (попут спојнице, ременице итд.).
◇ Темељито уклоните заштитну мрљу, прљавштину или друге мрље на крајњој и прирубничкој површини прикључне осовине. Растварач је дозвољен за чишћење, али мора бити спречен да доспе до бртве усне бртвених елемената краја осовине.
- Рад зупчаника екструдера пластике
Прегледи пре рада:
- Пре рада, проверите да ли мењач пластике екструдера има уље за подмазивање до одговарајућег нивоа. Допунити уље у случају недостатка.
- Сви прикључни делови морају бити сигурни. Сви заштитни уређаји морају бити комплетни.
- Проверите да ли је околина испод КСНУМКС ℃, ако јесте, загрејте уље за подмазивање изнад КСНУМКС ℃.

Руковање екструдера пластике:
- Покрените редуктор за екструдер пластике КСНУМКС ~ КСНУМКС минута без оптерећења (ако је Мењач за екструдер пластике опремљен пумпом зупчаника мотора, прво покрените пумпу) да бисте на одговарајући начин подмазали лежајеве и зупчанике. Ако се преносник пластичног екструдера користи први пут, након рада у празном ходу, додајте оптерећења, корак по корак, на КСНУМКС% од номиналног оптерећења сваки пут у трајању од КСНУМКС ~ КСНУМКС сати до потпуног номиналног оптерећења. Ставите у употребу ако је све у реду.
- Током рада, повремено надгледајте и запишите пораст температуре пластичног мењача екструдера. Ако пораст температуре на екструдеру пластике прелази КСНУМКС ℃ или температура уља прелази КСНУМКС ℃, зауставите пластични мењач екструдера да бисте сазнали и решили проблеме. Ако је потребно, обратите се нашем сервису. Замените уље за подмазивање пре поновног покретања редуктора за екструдер пластике.
- Мењач за екструдер пластике зауставиће се на следећи начин: Искључите доводни резервоар и, након што су сви материјали у канти превезени, искључите напајање на преноснику пластичног екструдера (ако је мењач пластичног екструдера опремљен зупчаником пумпа мотора, прво искључите пумпу)
- Покрените пластични мењач екструдера сваке КСНУМКС до КСНУМКС недеље у случају дугог празног рада.
- Спроводите мере против рђе у унутрашњости и спољашњем делу преносника пластике екструдера у случају неактивности током КСНУМКС месеци:
Подмажите уљем за подмазивање до краја, премажите крај осовине и необојену површину материјалом од воска против хрђе и заштитите мазивом машћу за бртве усних дијелова осовина од продора против продирања.
Пажња:
◇ Током ране фазе рада, пумпа за уље може да ствара гласне буке настале услед високе вискозности мазивног уља и великог усисног отпора против пумпе за уље, који би постепено одумирао заједно са порастом температуре мазива.
◇ Ако пумпа за уље ствара гласан шум током нормалног рада редуктора за екструдирање пластике, очистите филтер за уље да би прошао нафтовод.
◇ С времена на време надгледајте цурење уља преносника екструдера пластике током његовог рада и, ако постоји, зауставите пластични мењач екструдера за пластику да бисте решили проблем.
- Поправка и одржавање
- Временски интервал поправке и одржавања
|
Временски период |
Поправка и одржавање |
|
Нормалан рад |
Проверите температуру пластике екструдер Мењач: не више од КСНУМКС ℃ када користите минерално мазиво уље не више од КСНУМКС ℃ када користите синтетичко мазиво уље Проверите да ли постоји сметња у буци редуктора за екструдер пластике Проверите да ли долази до цурења пластичног мењача за екструдер |
|
После КСНУМКС ~ КСНУМКС сати рада |
Прва замена уља за подмазивање након почетног рада Проверите ниво уља да бисте утврдили пуњење уља |
|
Сваког КСНУМКС-сатног рада, најмање једном у пола године |
Проверите мазиво уље и, у случају спољашњег или влажног окружења, осигурајте да садржај воде у мазивом уљу не буде већи од КСНУМКСппм Замените минерално мазиво уље (радни сат мање од КСНУМКСх дневно) Очистите утикач за ваздух |
|
Према оперативним условима, најмање једном КСНУМКС месечно |
Замените минерално мазиво уље (дуготрајан непрекидни рад) Проверите да ли постоји отпуштање вијка Проверите ситуације загађења и уређаја за подмазивање и хлађење Очистите филтер мазивног уља и по потреби замените језгро филтера |
|
Према радним условима, најмање једном годишње |
Замените синтетичко мазиво уље |
|
Према окружењу и радном стању |
Побољшајте или замените заштитну (рђајућу) боју на површини Очистите спољну површину и Мењач за екструдер пластике Проверите да ли су опремљени додатни уређаји |
- Временски интервал замене мазивног уља

Редовно мењајте уље за подмазивање специјалног типа Мењач за екструдер од пластике који ради у тешким условима. Доња слика приказује временски интервал замене уља за подмазивање у нормалном окружењу. ЦЛП ХЦ се односи на ПАО синтетичко уље за подмазивање.
(КСНУМКС) Време рада (КСНУМКС) Континуирана температура у уљној купељи (просечна вредност КСНУМКС ℃)
ВИИ. Анализа грешака и решења
|
Грешке |
Узроци |
rešenja |
|
Грешке |
Узроци |
rešenja |
|
Ненормална и редовна радна бука |
А. Бука котрљања / глодања: оштећен лежај Б. Куцајућа бука: неуједначено џогирање |
А. Проверите уље за подмазивање и замените лежај Б. Контактирајте Гуомао |
Пропуштање мазивног уља: Спојна површина пластичног екструдера мењача Крајња покровна површина преносника пластике екструдера Поклопац рупе за преглед пластичног екструдера за преносник Место заптивења погонске осовине Утикач за испуштање уља Аир плуг |
Лабављење спојних делова Мењача за екструдер пластике Лабављење везивног затварача Неправилна уградња заптивних делова Оштећења / абразија заптивних делова Лабава веза Превише нивоа мазивног уља Неправилна инсталација |
Провјерите спојне вијке и, ако је потребно, затегните их Проверите заптивни део и по потреби га замените Проверите ниво уља / побољшајте исцрпљивање Контактирајте Гуома |
|
|
Ненормална и нередовна бука у раду |
Нечистоћа мазива |
Проверите уље за подмазивање, зауставите рад и контактирајте Гуомао |
||||
|
Ненормална бука у фиксним деловима мењача од пластичног екструдера |
Причвршћивач пластичног екструдера Губитак се губи |
Проверите причвршћиваче и користите оне наведене |
||||
|
Превисока температура рада |
СВЕДОК ШЕШЕЉ - ОДГОВОР: Превише мазивог уља Б. Старење и пропадање уља за подмазивање Ц. Обилна нечистоћа у мазивом уљу Д. Оштећења пумпе за подмазивање Е. Квар система за хлађење |
А. Проверите ниво уља и по потреби извршите измене Б. Проверите време замене мазивног уља Ц. Проверите уље за подмазивање Д. Проверите пумпу за подмазивање и замените је Е. Проверите систем за хлађење |
Превисока температура на лежају |
А. Недовољно мазиво уље Б. Старење и пропадање уља за подмазивање Ц. Оштећења пумпе за подмазивање Д. Оштећења лежаја |
А. Проверите ниво уља и по потреби извршите измене Б. Проверите време замене мазивног уља Ц. Проверите пумпу за подмазивање и замените је Д Проверите лежај и замените га |
|
|
Превисока температура на месту заптивања краја осовине у периоду рада |
Недовољно чишћење споја краја осовине током инсталације Уградња заптивних делова и краја осовине |
Очистите крај осовине Сматрајте то нормалним Контактирајте Гуома |
Када контактирате Гуомао, наведите следеће информације:
|
Комплетни подаци на натписној плочици |
- |
Врсте и опсег квара |
- |
Дошло је време и појаве кварова |
- |
Узроци |


ВИИИ. Избор уља за подмазивање
Вискозност мазивног уља треба да се одреди у складу са периферном брзином В, радним окружењем или методом подмазивања зупчаника велике брзине:
Када је В≤КСНУМКСм / с или температура околине унутар КСНУМКС ℃ ~ КСНУМКС ℃, изаберите ЦКЦКСНУМКС индустријско уље са затвореним зупчаницима средњег оптерећења или ЦКДКСНУМКС индустријско затворено зупчасто уље;
Када се користи В В КСНУМКСм / с или подмазано циркулирајуће подмазивање, изаберите ЦКЦКСНУМКС индустријско затворено зупчасто уље са средњим оптерећењем или ЦКДКСНУМКС индустријско затворено зупчасто уље.
мазиво
Маст за подмазивање се не препоручује за мењач од пластичног екструдера. Контактирајте нас ако је потребно.
Види Анекс-Табела поређења мазива за домаће и стране производе за подмазивање
- Носе делове
Списак делова трошења пластичног екструдера преносника
Листа паковања Мењач за екструдер пластике
Анекс - Табела поређења мазивног уља (минерално мазиво уље):
|
Категорија |
ИСО ВГ |
АГМА |
Добављач |
Врста мазивног уља |
Вискозност / КСНУМКС ℃ |
Тачка смрзавања ℃ |
|
Категорија |
ИСО ВГ |
АГМА |
Добављач |
Врста мазивног уља |
Вискозност / КСНУМКС ℃ |
Тачка смрзавања ℃ |
|
220 |
220 |
КСНУМКСЕП |
децембар |
Дегол БГКСНУМКС |
220 |
-КСНУМКС |
320 |
320 |
КСНУМКСЕП |
децембар |
Дегол БГКСНУМКС |
320 |
-КСНУМКС |
|
|
BP |
Енергол ГР-КСПКСНУМКС |
210 |
-КСНУМКС |
BP |
Енергол ГР-КСПКСНУМКС |
305 |
-КСНУМКС |
|||||||
|
Цастрол |
Алпха СПКСНУМКС |
220 |
-КСНУМКС |
Цастрол |
Алпха СПКСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Цастрол |
Алпхамак КСНУМКС |
220 |
-КСНУМКС |
Цастрол |
Алпхамак КСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Ознака чина на рукаву |
Индустријско уље ЕПКСНУМКС |
220 |
-КСНУМКС |
Ознака чина на рукаву |
Индустријско уље ЕПКСНУМКС |
320 |
-9 |
|||||||
|
Деа |
Фалцон ЦЛПКСНУМКС |
220 |
-КСНУМКС |
Деа |
Фалцон ЦЛПКСНУМКС |
320 |
-КСНУМКС |
|||||||
|
ессо |
Спартан ЕПКСНУМКС |
226 |
-КСНУМКС |
ессо |
Спартан ЕПКСНУМКС |
332 |
-КСНУМКС |
|||||||
|
Ексон |
Спартан ЕПКСНУМКС |
226 |
-КСНУМКС |
Ексон |
Спартан ЕПКСНУМКС |
332 |
-КСНУМКС |
|||||||
|
Фуцхс |
Ренолин ЦЛПКСНУМКС Плус |
223 |
-КСНУМКС |
Фуцхс |
Ренолин ЦЛПКСНУМКС Плус |
323 |
-КСНУМКС |
|||||||
|
Залив |
Гулф ЕП Лубрицант ХДКСНУМКС |
219 |
-КСНУМКС |
Залив |
Гулф ЕП Лубрицант ХДКСНУМКС |
300 |
-КСНУМКС |
|||||||
|
Клубер |
Клубероил ГЕМ КСНУМКС-КСНУМКС |
220 |
-КСНУМКС |
Клубер |
Клубероил ГЕМ КСНУМКС-КСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Кувајт |
ККСНУМКС Гоиа КСНУМКС |
220 |
-КСНУМКС |
Кувајт |
ККСНУМКС Гоиа КСНУМКС |
320 |
-КСНУМКС |
|||||||
|
мобилни |
Мобилгеар КСНУМКС |
207 |
-КСНУМКС |
мобилни |
Мобилгеар КСНУМКС |
304 |
-КСНУМКС |
|||||||
|
мобилни |
Мобилгеар КСМП КСНУМКС |
220 |
-КСНУМКС |
мобилни |
Мобилгеар КСМП КСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Молуб-Аллои |
МА-КСНУМКС / КСНУМКС |
220 |
-КСНУМКС |
Молуб-Аллои |
МА-КСНУМКС / КСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Оптимол |
Оптигеар БМКСНУМКС |
233 |
-КСНУМКС |
Оптимол |
Оптигеар БМКСНУМКС |
338 |
-КСНУМКС |
|||||||
|
Петро Цанада |
Ултима ЕПКСНУМКС |
223 |
-КСНУМКС |
Петро Цанада |
Ултима ЕПКСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Граната |
Омала уље ФКСНУМКС |
220 |
-КСНУМКС |
Граната |
Омала уље ФКСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Текацо |
Меропа КСНУМКС |
209 |
-КСНУМКС |
Текацо |
Меропа КСНУМКС |
304 |
-КСНУМКС |
|||||||
|
укупан |
Цартер ЕПКСНУМКС |
220 |
-КСНУМКС |
укупан |
Цартер ЕПКСНУМКС |
320 |
-КСНУМКС |
|||||||
|
Трибол |
Трибол КСНУМКС / КСНУМКС |
222 |
-КСНУМКС |
Трибол |
Трибол КСНУМКС / КСНУМКС |
317 |
-КСНУМКС |
|||||||
|
ГБКСНУМКС-КСНУМКС |
Домаћи |
ЦКЦКСНУМКС |
КСНУМКС ~ КСНУМКС |
≤-КСНУМКС |
ГБКСНУМКС-КСНУМКС |
Домаћи |
ЦКЦКСНУМКС |
КСНУМКС ~ КСНУМКС |
≤-КСНУМКС |
|||||
|
ГБКСНУМКС-КСНУМКС |
Домаћи |
ЦКДКСНУМКС |
КСНУМКС ~ КСНУМКС |
≤-КСНУМКС |
ГБКСНУМКС-КСНУМКС |
Домаћи |
ЦКДКСНУМКС |
КСНУМКС ~ КСНУМКС |
≤-КСНУМКС |
|||||

Анекс - Табела поређења мазива (ПАО синтетичко мазиво уље):
|
Категорија |
ИСО ВГ |
АГМА |
Добављач |
Врста мазивног уља |
Вискозност цСт |
Тачка смрзавања ℃ |
|
Категорија |
ИСО ВГ |
АГМА |
Добављач |
Врста мазивног уља |
Вискозност цСт |
Тачка смрзавања ℃ |
||
|
КСНУМКС ℃ |
КСНУМКС ℃ |
КСНУМКС ℃ |
КСНУМКС ℃ |
|||||||||||||
|
220 |
220 |
КСНУМКСЕП |
Деа |
Интор ХЦЛПКСНУМКС |
220 |
25.1 |
-КСНУМКС |
320 |
320 |
КСНУМКСЕП |
Деа |
Интор ХЦЛПКСНУМКС |
320 |
33.9 |
-КСНУМКС |
|
|
ессо |
Спартан Синтхетиц ЕПКСНУМКС |
232 |
26.5 |
-КСНУМКС |
ессо |
Спартан Синтхетиц ЕПКСНУМКС |
328 |
34.3 |
-КСНУМКС |
|||||||
|
Ексон |
Спартан Синтхетиц ЕПКСНУМКС |
232 |
26.5 |
-КСНУМКС |
Ексон |
Спартан Синтхетиц ЕПКСНУМКС |
328 |
34.3 |
-КСНУМКС |
|||||||
|
Фуцхс |
Ренолин Унисин ЦЛПКСНУМКС |
221 |
25.8 |
-КСНУМКС |
Фуцхс |
Ренолин Унисин ЦЛПКСНУМКС |
315 |
33.3 |
-КСНУМКС |
|||||||
|
Клубер |
Клубесинтх ЕГ КСНУМКС-КСНУМКС |
220 |
26 |
-КСНУМКС |
Клубер |
Клубесинтх ЕГ КСНУМКС-КСНУМКС |
320 |
38 |
-КСНУМКС |
|||||||
|
мобилни |
Мобилгеар СХЦ КСМП КСНУМКС |
220 |
28.3 |
-КСНУМКС |
мобилни |
Мобилгеар СХЦ КСМП КСНУМКС |
320 |
37.4 |
-КСНУМКС |
|||||||
|
мобилни |
Мобилгеар СХЦ КСНУМКС |
213 |
26 |
-КСНУМКС |
мобилни |
Мобилгеар СХЦ КСНУМКС |
295 |
34 |
-КСНУМКС |
|||||||
|
Оптимол |
Оптигеар Синтхиц АКСНУМКС |
210 |
23.5 |
-КСНУМКС |
Оптимол |
Оптигеар Синтхиц АКСНУМКС |
290 |
30 |
-КСНУМКС |
|||||||
|
Граната |
Омала уље ХДКСНУМКС |
220 |
25.5 |
-КСНУМКС |
Граната |
Омала уље ХДКСНУМКС |
320 |
33.1 |
-КСНУМКС |
|||||||
|
Текацо |
Пиннацле ЕПКСНУМКС |
220 |
25.8 |
-КСНУМКС |
Текацо |
Пиннацле ЕПКСНУМКС |
320 |
35.2 |
-КСНУМКС |
|||||||
|
укупан |
Цартер ЕП / ХТКСНУМКС |
220 |
25 |
-КСНУМКС |
укупан |
Цартер ЕП / ХТКСНУМКС |
320 |
33 |
-КСНУМКС |
|||||||
|
Трибол |
Трибол КСНУМКС / КСНУМКС |
220 |
24.6 |
-КСНУМКС |
Трибол |
Трибол КСНУМКС / КСНУМКС |
330 |
33.2 |
-КСНУМКС |
|||||||
|
Трибол |
Трибол КСНУМКС / КСНУМКС |
220 |
- |
-КСНУМКС |
Трибол |
Трибол КСНУМКС / КСНУМКС |
320 |
- |
-КСНУМКС |
|||||||
|
Домаћи |
Veliki zid |
4405/220 |
221.3 |
- |
-КСНУМКС |
|
|
|
|
|
|
|||||
|
Домаћи |
Veliki zid |
4406/220 |
225.3 |
- |
-КСНУМКС |
Домаћи |
Veliki zid |
4406/320 |
330.5 |
- |
-КСНУМКС |
|||||

Принцип једносмерног екструдера
Један вијак је углавном подељен у три секције ефективне дужине. Ефективна дужина три секције одређује се у складу са пречником вијка и висином вијка. Генерално, подељена је на једну трећину.
Посљедња нит прикључка за материјал назива се транспортни дио: материјал се овдје мора пластифицирати, али мора бити претходно загријан и збијен. У прошлости је стара теорија екструзије веровала да је овде материјал лабав, а касније је доказала да је овде материјал уствари Чврсти чеп, односно да је овде материјал чврст као чеп након што се стегне, тако да је његова функција све док је задатак преноса завршен.
Други одељак назива се секција компресије. У овом тренутку, запремина бразде се постепено смањује од велике до велике, а температура треба да достигне степен пластификације материјала. Овде се компресија генерише помоћу транспортног одељка три, где је компримован на један, који се назива однос компресије вијка - КСНУМКС: КСНУМКС, неке машине су такође промењене, а готови пластифицирани материјал улази у трећу фазу.
Трећи одељак је део за одмеравање, где материјал одржава температуру пластификовања, једнако тачно и квантитативно преноси растопљени материјал као и мерна пумпа за снабдевање главе, при чему температура не може бити нижа од температуре пластификације, углавном нешто виша .
Едитор за уштеду енергије екструдера
Уштеда енергије екструдера може се поделити на два дела: један је део за напајање, а други је део за грејање.
Уштеда енергије: Користи се већина претварача. Метода уштеде енергије је уштеда преостале енергије мотора. На пример, стварна снага мотора је КСНУМКСХз, а за производњу вам је потребно само КСНУМКСХз. Вишак потрошње енергије је узалудан. Претварач ће изгубити снагу мотора како би постигао уштеду енергије.
Уштеда енергије у грејном делу: Већина уштеде енергије у грејању је уштеда енергије електромагнетним грејачем, а стопа уштеде енергије је око КСНУМКС% ~ КСНУМКС% старог отпорног прстена.
радни процес
Пластични материјал улази у екструдер из резервоара и транспортује се ротацијом вијка напред. Током кретања напред, материјал се загрева помоћу бачве, коју шишају вијком и компресују да би се материјал растопио. На тај начин се постиже промена између три стања стакластог стања, високог еластичног стања и вискозног тока.
У случају притиска, материјал у вискозном стању пролази кроз матрицу одређеног облика, а затим постаје континуум који има попречни пресек и изглед уста у складу са матрицом. Затим се хлади и обликује тако да формира стакласто стање, чиме се добија део који се мора обрадити.
Уредник композиције
У екструдеру је, најосновније, најосновнији и најсвестранији екструдер са једним вијком. Укључује углавном: шест делова: мењач, уређај за храњење, сод, вијак, глава машине и матрица.

Одељак за пренос
Преносни део обично се састоји од електромотора, редуктора и лежајева. Током процеса екструдирања, брзина вијка мора бити стабилна и не може се мењати променом оптерећења вијка, тако да се одржи уједначен квалитет добијеног производа. Међутим, у различитим приликама вијак може да се помера да би се постигао захтев да један уређај може да екструдира различите пластике или различите производе. Због тога у овом делу се обично користе мотор наизменичног комутатора, једносмерни мотор и други уређаји за постизање непрекидне промене брзине, општа брзина вијка је КСНУМКС ~ КСНУМКС о / мин.
Функција преносног система је да покреће вијак, који испоручује обртни момент и брзину потребну завртњу током процеса екструзије, а обично се састоји од мотора, Мењача и лежаја. Под претпоставком да је структура у основи иста, производни трошак Мењача отприлике је пропорционалан његовим спољним димензијама и тежини. Обзиром да су облик и тежина мењача велики, то значи да се током производње потроши много материјала, а коришћени су и лежајеви релативно велики, што повећава трошкове производње.
Уређај за храњење
Већина сировина је гранулирана, али се могу користити и траке или прашкови. Опрема за пуњење обично користи конусни резервоар са потребном запремином од најмање један сат. На дну резервоара предвиђен је уређај за затварање, како би се подесио и смањио проток, а на бочној страни спремника постављени су отвор за нишање и дозирни уређај. Неки спремници могу такође имати уређај за смањење притиска или уређај за грејање који спречава да сировина апсорбује влагу из ваздуха, или неки од патрона могу имати и сопствену мешалицу за аутоматско храњење или храњење.
Хопер
Спремник је углавном израђен у симетричном облику. Отвара се прозор са стране резервоара за посматрање нивоа материјала и стања храњења. Дно резервоара има врата за отварање и затварање за заустављање и подешавање количине храњења. Покријте врх резервоара да се спречи да прашина, влага и нечистоће падну у њега. Приликом одабира материјала резервоара најбоље је користити лагане, отпорне на корозију и једноставне материјале, обично се користе плоче од алуминијума и нехрђајућег челика. Запремина резервоара зависи од величине екструдера и начина пуњења. Опћенито, количина екструзије екструдера је од КСНУМКС до КСНУМКС сати.

Постоје две врсте храњења: ручно храњење и аутоматско храњење. Аутоматско храњење углавном укључује пролећно храњење, храњење млазницом, вакумско храњење, преношење траке и слично. Уопштено, мали екструдери се ручно учитавају, а велики екструдери се аутоматски учитавају.
Класификација начина храњења
КСНУМКС гравитационо храњење:
Принцип - Материјал улази у соду сопственом тежином, укључујући ручно храњење, пролећно храњење и минирање.
Карактеристике - једноставна структура и ниска цена. Међутим, лако је проузроковати неуједначено храњење, што утиче на квалитет делова. Погодан је само за екструдере малих димензија.
КСНУМКС присилно храњење:
Принцип - Инсталирајте уређај у спремник који врши вањски притисак на материјал, тјерајући га у цијев екструдера.
Карактеристике - могу да преброде феномен "моста", тако да је храњење уједначено. Вијак за довод покреће вијак екструдера кроз погонски ланац да би прилагодио брзину вијака. Уређај за заштиту од преоптерећења може се активирати када је улазни отвор блокиран, чиме се избегава оштећење уређаја за довод.
Касета
Генерално, то је метална цијев направљена од легираног челика или композитне челичне цијеви обложене легираним челиком. Његове основне карактеристике су висока температура и отпорност на притисак, јака отпорност на хабање и корозију. Опћенито, дужина цијеви је КСНУМКС до КСНУМКС већа од промјера, а дужина је таква да је материјал довољно загријан и пластифициран равномјерно. Бачва треба да има довољну дебљину и крутост. Унутрашњост треба да буде глатка, али неки од бачви су угравирани у различите уторе како би се повећало трење пластиком. Електрични грејачи, уређаји за контролу температуре и системи за хлађење налазе се на спољној страни цеви са отпорницима, индукторима и другим средствима за грејање.

У бачви постоје три облика материјала:
(КСНУМКС) интегрални сод
Начин обраде - обрађује се на целом материјалу.
Предности - лако је обезбедити високу тачност израде и тачност монтаже, може поједноставити монтажни рад, цилиндар се загрева равномерно и више примена.
Недостаци - Због велике дужине цеви и високих захтева за обраду, захтеви за опрему за прераду такође су веома строги. Унутрашња површина цеви тешко је поправити након хабања.
(КСНУМКС) Комбиновани материјал
Начин обраде - цијев се обрађује у неколико фаза, а затим се секције спајају прирубницама или другим облицима.
Предности - једноставна обрада, једноставна измена пропорција, углавном се користи за промену односа вијака.
Недостаци - високи захтеви за прецизношћу обраде, због многих сегмената, тешко је осигурати коаксијалност сваког сегмента, прирубничка веза нарушава уједначеност грејања цеви, повећава губитак топлоте, подешавања и одржавање система грејања и хлађења.
(КСНУМКС) Биметална бурад
Начин обраде - уметните или одлијте слој легираног челичног материјала унутар базе од обичног угљеничног челика или ливеног челика. Не само да испуњава материјалне потребе за цев, већ и штеди племените метале.

КСНУМКС уложак са улошком: Уложак је опремљен заменљивим челичним водилицама. Штедећи племените метале, чахуре се могу заменити и век трајања бачве је повећан. Али његов дизајн, производња и монтажа су сложенији.
КСНУМКС бачва за ливење: Слој легура дебљине приближно КСНУМКС мм центрифугално се баца на унутрашњу стијенку цеви, а затим се млевењем добије потребни унутрашњи пречник. Легирани слој је добро везан за базену цеви, а лепљење дуж аксијалне дужине цеви је релативно уједначено, нема тенденцију љуштења, не пукне, има одличне перформансе клизања и има велику отпорност на хабање. дуг живот.
КСНУМКС) Отвара се уздужни утор унутрашње стијенке дела за довод цеви
Да би се повећала брзина преношења чврстих материја, једна метода је да се теоријом чврстог транспорта повећа коефицијент трења површине цилиндара. Друга метода је да се повећа површина материјала на отвору за довод кроз пресек окомит на осовину вијка. Стварање уздужног жлеба у унутрашњем зиду одсека за довод цеви и конус унутрашње стијенке дела доводног дела у близини хранилишта су специфичности ове две методе.
КСНУМКС) Цев за присилно хлађење довода
Такође постоји метода за повећање количине превожене чврсте материје. То је хлађење цеви за храњење, а намера је да одржава температуру материјала који се транспортује испод тачке омекшавања или талишта, да се избегне појава филма талине како би се задржало чврсто стање трења материјала.
Горњом методом повећава се ефикасност транспорта са КСНУМКС на КСНУМКС, а количина екструзије је мање осетљива на промене притиска главе.


Вијак је срце екструдера и кључна је компонента екструдера. Изведба вијка одређује продуктивност, квалитет пластификације, дисперзију пунила, температуру талине, потрошњу енергије итд. Екструдера. . То је најважнији део екструдера, који може директно утицати на опсег примене и ефикасност производње екструдера. Ротација завртња врши екстремни притисак на пластику. Пластика се може померати, притискати и добити мало топлоте трењем у цилиндру. Пластика се меша и пластифицира током кретања цилиндра, а вискозно стање тока. Растопина се обликује док се екструдира да би текла кроз калуп да би се добио жељени облик. Као и цијев, и вијак је израђен од легуре високе чврстоће, топлоте и корозије.
Због разноликости пластике њихова својства су такође различита. Због тога се у стварном раду, у циљу прилагођавања различитим потребама обраде пластике, врсте вијака који се захтевају разликују, а структуре су такође различите. Да би се повећала ефикасност пластике за максималан транспорт, екструзију, мешање и пластификацију.
На слици је приказано још неколико уобичајених шрафова. Основни параметри који означавају карактеристике вијка укључују следеће: пречник, однос слике, однос компресије, висина тона, дубина утора, угао спирале, зазор вијка и цеви и слично. Најчешћи пречник вијака Д је отприлике КСНУМКС до КСНУМКС мм. Како се пречник вијка повећава, капацитет прераде екструдера се повећава у складу с тим, а продуктивност екструдера пропорционална је квадрату пречника вијка Д. Однос ефективне дужине и пречника радног дела вијка (наведено до као однос пропорције, изражен као Л / Д) је обично КСНУМКС ~ КСНУМКС. Велики Л / Д може побољшати расподелу температуре материјала, олакшати мешање и пластификацију пластике и смањити цурење и повратни ток.



Побољшавајући производни капацитет екструдера, Л / Д велики вијак има велику прилагодљивост и може се користити за екструзију разних пластичних маса; међутим, када је Л / Д превелик, пластика ће се деградирати временом загревања и вијака. Када се повећава само тежина, слободни крај се савија и промешава, што лако проузрокује гребање материјала између вијка и шраф, и отежава процес производње; повећава се потрошња енергије екструдера. Прекратак вијак може проузроковати слабу пластификацију гњечења.
Половина разлике између унутрашњег пречника цеви и пречника вијка назива се зазор δ, што може утицати на продуктивност екструдера. Како се δ повећава, продуктивност опада. Обично је контрола 5 пожељно око КСНУМКС до КСНУМКС мм. δ је мали, материјал је подвргнут великом ефекту смицања, што је корисно за пластификацију, али δ је премало, снажно сечиво лако изазива термичко механичко пропадање материјала, а истовремено се вијак лако виси или трља се о зид цилиндара, а када је δ премален, готово да нема пропуштања или повратног струјања материјала, што до неке мере утиче на мешање талине.
Угао спирале Φ је угао између навоја и пресека шрафа. Како се Φ повећава, продуктивност екструдера се повећава, али се смањују ефекат смицања и сила притиска на пластику. Обично је угао спирале између КСНУМКС ° и КСНУМКС степени. Између °, дуж правца промене дужине завртња, често користећи равноправни вијак, узимајући нагиб једнак пречнику, вредност Φ је око КСНУМКС ° КСНУМКС '
Што је већи однос компресије, то је већи степен компресије који пластика прима. Када је утор плитки, он може произвести високу брзину смицања пластике, што погодује преносу топлоте између зида бачве и материјала. Што је већа ефикасност мешања и пластификације материјала, нижа је продуктивност; напротив, утор је дубок. Ситуација је управо супротна. Због тога се материјали који су осетљиви на топлоту (као што је поливинил хлорид) треба користити са вијцима са дубоким вијцима; за пластику са ниском вискозношћу талине и високом термичком стабилношћу (попут полиамида) треба користити плитке вијке.

КСНУМКС. Сегментација вијка
Када се материјал креће напријед дуж завртња, он подноси промјене температуре, притиска, вискозитета итд. Ова промјена је различита унутар пуне дужине вијка. Према променљивим карактеристикама материјала, вијак се може поделити на додавање (слање) сегмената материјала и пресовање. Сегмент и сегмент хомогенизације.
КСНУМКС. Три стања пластике и пластике
Пластика има две врсте термопластичних и термопластичних. Након што се термореактивна пластика обликује и очврсне, не може се загревати и истопити. Термопластични обликовани производ може се загревати и растопити у друге производе.
Како се температура мења, термопластика производи тростаничну промену стања стакла, високо еластично и вискозно стање протока. Понављане промене температуре, три стања производе поновљене промене.
а. Различите карактеристике талине полимера у три стању:
Стакло стакла - пластика изгледа као крута крута твар; топлотна енергија покрета је мала, интермолекуларна сила је велика, деформацији углавном доприноси деформација угла везе; након уклањања спољне силе деформација се моментално обнавља и припада општој деформацији.
Високо еластично стање - пластика је супстанца налик гуми; деформацији доприноси оријентација макромолекуларног растезања узрокована оријентацијом сегмента, а вриједност деформације је велика; након уклањања спољне силе, деформација се може вратити али временски зависна, што је велика еластична деформација.
Стање вискозног тока - пластика се појављује као високо вискозна талина; топлотна енергија додатно појачава релативно кретање клизања молекула ланца; деформација је неповратна и припада пластичној деформацији
б. Обрада пластике и три-стање пластике:
Може се обрадити у пластичном стаклу. Обрада растезања у високо еластичном стању, као што су извлачење жица, екструзија цеви, ливење у термоформисање. У стању вискозног тока може се премазати, ротирати и бризгати.
Када је температура виша од стања вискозног тока, пластика ће се термички разградити, а када је температура нижа од стакла, пластика ће се ембритирати. Када је температура пластике виша од вискозног тока или нижа од стакла, термопластика се озбиљно погоршава и уништава, тако да треба избегавати две температурне зоне приликом прераде или употребе пластичног производа.


Профил врата и прозора израђен је од ПВЦ праха. Пластични екструдер Мењач се широко користи као профил прозора и врата, као и као украсни материјал. Са модерном технологијом и оптимизованим дизајном, има својство високог излазног капацитета, дугог века трајања и пластике.
Екструдер за пластику Мењач је врста производне линије намењена екструзији ПВЦ пластичних вртачких и виндос профила и пресечних комуникационих кабловских цеви, алуминијум-пластичних композитних профила, итд. Има стабилну пластификацију, високу снагу, малу силу смиривања, дуг радни век и друге предности. ПВЦ профили се могу користити у грађевинској индустрији и кући или канцеларији.
Подмазивање и хлађење, грејање
Зупчаници и лежајеви подмазани су уљним базенима и прскањем. Поред подмазивања прскањем, Мењач са тврдом површином ЗЛИЈ серије и горњи лежајеви су додани у систем за подмазивање пумпи за уље за подмазивање.
Класа уља за подмазивање је зупчасто уље средњег притиска НКСНУМКС или друго висококвалитетно уље за клизање са сличним вискозитетом.
Када је температура околине нижа од КСНУМКС ° Ц, у базену уља додаје се електрична цев за грејање да би се загревало уље за подмазивање.
Када је температура околине виша од КСНУМКС ° Ц, наша компанија врши прорачун топлотног баланса према вредности температуре коју даје корисник да би утврдио да ли треба повећати расхладни уређај.


Цилиндрични конусни мењач серије ЗЛИЈ Ојачани модел редуктора:
Спецификације су: ЗЛИЈКСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС; СЈИКСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС; ЗСИЈКСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС, КСНУМКС; КСНУМКСЕ, КСНУМКСЕ, КСНУМКСЕ, КСНУМКСЕ, КСНУМКСЕ, КСНУМКСЕ, КСНУМКСЕ, ЈХМ и други мењачи специфични за пластику и гуму (могу се прилагодити за различите нестандардне велике преноснике).
Једноструки вијчани екструдер за пластичну екструдеру
Са поштовањем,
Цхерри Зханг (Одељење продаје; госпођица)
НЕР ГРОУП ЦО., ЛИМИТЕД
Иантаи Бонваи Мануфацтурер Цо., Лтд
Тел: + КСНУМКС-КСНУМКС-КСНУМКС
Мобилни телефон: + КСНУМКС-КСНУМКС
ввв.планетари-геарбок.цом
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Вибер / Лине / Вхатсапп / Вецхат: 008618865558975
Е-маил:
Додајте: град Вансхоусхан Роад Иантаи бр.5, провинција Схандонг, Кина











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Најбоља услуга директно од нашег стручњака за пренос погона у директорију за пристиглу пошту.
Наша услуга
Ступите у контакт
Yantai Bonway Manufacturer Цо.лтд
Ано.160 Цхангјианг Роад, Јантаи, Шандонг, Кина(264006)
Т + КСНУМКС КСНУМКС КСНУМКС
В + КСНУМКС КСНУМКС КСНУМКС